- 苏州莱卡激光科技有限公司
- 18151091905
产品描述
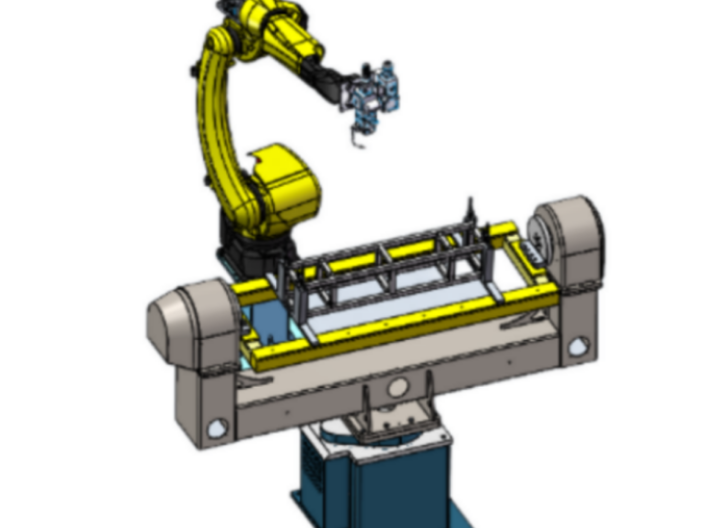
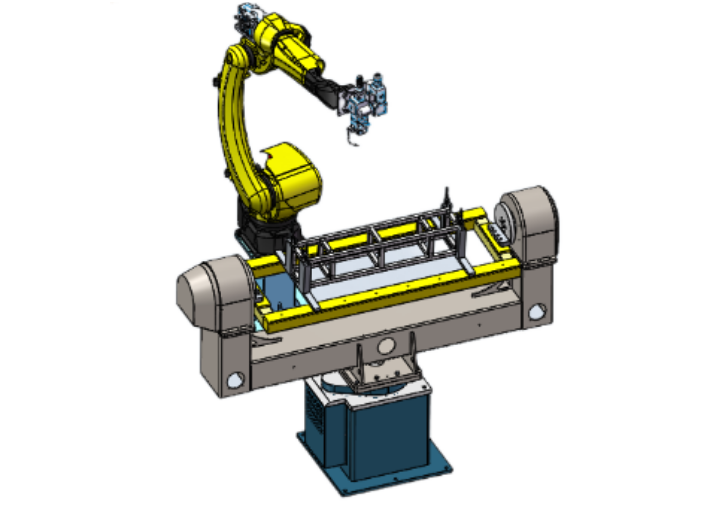
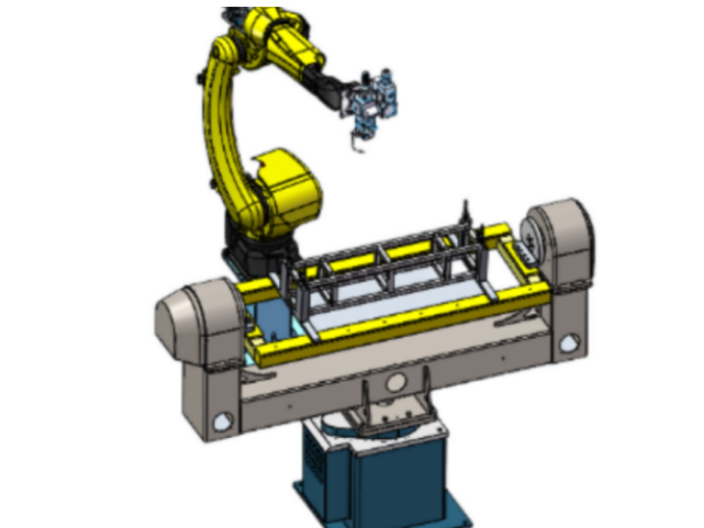
弧焊机器人焊接马鞍型焊缝运动过程仿真弧焊机器人焊接马鞍型焊缝运动过程仿真,通过分析各连杆臂和关节轴的结构特点,利用修正后的Denait-Hartenberg(D-H)参数法对该机器人结构进行定义,然后建立相邻连杆坐标系间的齐次变换矩阵,从而构建了机器人运动学方程。利用Matlab完成了垂直相交两圆管马鞍型焊缝坐标系建立以及焊接机器人逆运动学解的实现,并利用SolidworksMotion对机器人焊接相贯线焊缝进行运动仿真模拟,***得到了理想的相贯线焊缝轨迹。关键词:机器人,Solidworks,Matlab,焊缝特征建模,运动仿真0引言马鞍型空间曲线是一种典型的、复杂的空间曲线,在焊接马鞍型焊缝的实际生产中,焊枪沿着焊缝的位置移动也伴随着姿态变化,其位姿变化轨迹较复杂。本文针对Motoman-UP6型弧焊机器人实现焊接马鞍型焊缝的轨迹运动仿真,安徽机器人焊接有几种,安徽机器人焊接有几种,安徽机器人焊接有几种,这对研究机器人自动化焊接空间曲线焊缝起指导作用[1]。Motoman-UP6型弧焊机器人是典型的三维开环链式机构的工业机器人,具有六个串联转动关节轴,如图1所示,分别为S轴、L轴、U轴、R轴、B轴和T轴,并且在其工作空间内,可以实现工具末端点(TCP)的任意空间位置与姿态。国内哪个全自动焊接机器人比较好啊?安徽机器人焊接有几种
如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。二、在焊接过程中机器人系统遇到一些故障,常见的有以下几种:1.发生撞***。可能是由于工件组装发生偏差或焊***的TCP不准确,可检查装配情况或修正焊***TCP。2.出现电弧故障,不能引弧。可能是由于焊丝没有接触到工件或工艺参数太小,可手动送丝,调整焊***与焊缝的距离,或者适当调节工艺参数。3.保护气监控报警。冷却水或保护气供给存有故障,检查冷却水或保护气管路。三、焊接机器人应用经验1、焊丝的要求机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,机器人应选用桶装焊丝,但由于采用桶装焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。严重时,出现卡死现象,使机器人停机,故要及时清理焊丝导管。2、工件质量作为示教一再现式机器人,要求工件的装配质量和精度必须有较好的一致性。应用焊接机器人应严格控制零件的制备质量,提高焊件装配精度。零件表面质量、坡口尺寸和装配精度将影响焊缝**效果。安徽机器人焊接有几种机器人焊接设备价格一般是多少?
生产线焊接机器人生产线比较简单的是把多台工作站(单元)用工件输送线连接起来组成一条生产线。这种生产线仍然保持单站的特点,即每个站只能用选定的工件夹具及焊接机器人的程序来焊接预定的工件,在更改夹具及程序之前的一段时间内,这条线是不能焊其他工件的。另一种是焊接柔性生产线(FMS-W)。柔性线也是由多个站组成,不同的是被焊工件都装卡在统一形式的托盘上,而托盘可以与线上任何一个站的变位机相配合并被自动卡紧。焊接机器人系统首先对托盘的编号或工件进行识别,自动调出焊接这种工件的程序进行焊接。这样每一个站*作任何调整就可以焊接不同的工件。焊接柔性线一般有一个轨道子母车,子母车可以自动将点固好的工件从存放工位取出,再送到有空位的焊接机器人工作站的变位机上。也可以从工作站上把焊好的工件取下,送到成品件流出位置。整个柔性焊接生产线由一台调度计算机控制。因此,只要白天装配好足够多的工件,并放到存放工位上,夜间就可以实现无人或少人生产了。工厂选用哪种自动化焊接生产形式,必须根据工厂的实际情况及素要而定。焊接专机适合批量大,改型慢的产品,而且工件的焊缝数量较少、较长,形状规矩(直线、圆形)的情况。
维护保养编辑语音一.日检查及维护1.送丝机构。包括送丝力距是否正常,送丝导管是否损坏,有无异常报警。2.气体流量是否正常。3.焊枪安全保护系统是否正常。(禁止关闭焊枪安全保护工作)4.水循环系统工作是否正常。5.测试TCP(建议编制一个测试程序,每班交接后运行)二.周检查及维护1.擦洗机器人各轴。2.检查TCP的精度。3.检查清渣油油位。4.检查机器人各轴零位是否准确。5.清理焊机水箱后面的过滤网。6.清理压缩空气进气口处的过滤网。7.清理焊枪喷嘴处杂质,以免堵塞水循环。8.清理送丝机构,包括送丝轮,压丝轮,导丝管。9.检查软管束及导丝软管有无破损及断裂。(建议取下整个软管束用压缩空气清理)10.检查焊枪安全保护系统是否正常,以及外部急停按钮是否正常。三.月检查及维护1.润滑机器人各轴。其中1—6轴加白色的润滑油。油号86E006。。油号:86K007。油号:86K0044.送丝轮滚针轴承加润滑油。(少量黄油即可)5.清理清枪装置,加注气动马达润滑油。(普通机油即可)6.用压缩空气清理控制柜及焊机。7.检查焊机水箱冷却水水位,及时补充冷却液(纯净水加少许工业酒精即可)8.完成1—8项的工作外,执行周检的所有项目。 全自动机器人焊接的工艺流程。
对焊接滚轮架的任何细节我们都不能放过,因为江苏莱卡机器人焊接系统生产厂家做好细节的焊接滚轮架公司不怕我们问问题,挑产品。另外作为焊接滚轮架的选购者,我们也应该做到货比三家,多看几家产品,会让您更放心。一:根据电动方式,可以分为机械、液压、混合式等。此外,还有一些*适用于某些辅助工艺(如加载操作机和***操作机)的锻造取料机锻造操纵器根据结构可分为轨道和无轨道两种。一:根据电动方式,可以分为机械、液压、混合式等。此外,还有一些*适用于某些辅助工艺(如加载操作机和***操作机)的锻造取料机。为了配合操纵器的工作,锻造操纵器有时会构成锻造转盘,这样可以简化锻造切割。焊接机器人变位机通常与焊接机器人配备使用,使用用来拖动待焊工件,焊缝运动至理想位置便于机器人焊接实施焊接作业,由于焊接环境不同,往往焊接变位机要求也会有所不同,焊接机器人变位机类型如下,1、伸臂式变位机伸壁式变位机结构特点与性能回转工作台安装在伸臂一端,伸臂一般相对于某倾斜轴成角度回转,而此倾斜轴的位置多是固定的,但有的也可小于100°的范围内上下倾斜。经过大压力压制,因为本身存在一定的弹性材质,定型后会出现不稳定的形变,必需稳定期之后。焊接机器人与焊接机械手有什么区别。安徽机器人焊接有几种
全自动机器人焊接设备厂家。安徽机器人焊接有几种
点焊对焊接机器人的要求不是很高。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,这也是机器人**早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是,这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。因此,目前逐渐增多采用一体式焊钳。这种焊钳连同变压器质量在70kg左右。考虑到机器人要有足够的负载能力,能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求。新的重型机器人增加了可在。这对电机的性能。 安徽机器人焊接有几种
友情链接